Overview: Process-Oriented Quality Control for Glass Packaging
In OEM glass packaging manufacturing, especially for cosmetic, perfume, and cannabis applications, product quality is not only determined by glass forming—but also by post-processing operations such as coating, screen printing, and decal application.
For European and North American B2B buyers, key expectations include:
- - Consistent decoration quality
- - Stable mass production performance
- - Compatibility with automated filling and assembly
To meet these requirements, manufacturers must evaluate production feasibility before processing begins and implement strict quality control during each stage.

1. Pre-Processing Evaluation (Critical Before Production)
Neck Size & Tolerance Control (Key for Fixture Compatibility)
Before coating:
- - With fixtures → neck fitting test is required
- - Without fixtures → tolerance must be within ±1mm
Risk if ignored:
- - Coating fixtures may not fit
- - Instability during automated production
- - Inconsistent coating results
Rust & Residue Risk in Wide-Mouth Bottles
For candle jars, cannabis jars, and wide-mouth containers:
- - Check for mesh belt rust and polishing residue at the base
Impact on coating:
- - Dark colors → may cover defects
- - Light / frosted / translucent finishes → defects become highly visible
Recommendation: Monitor production closely and control at source
Glass Surface Quality Requirements
All bottles must meet:
- - Smooth and even surface
- - No cracks, chips, deformation, or dents
- - No bubbles or pinholes
- - No misaligned mold seams
Impact: Directly affects coating adhesion and printing clarity

{kind=link}
Embossed Logo Forming Quality
- - Logos must be fully blown and well-defined
- - No blurred text or incomplete patterns
Importance: Critical for brand presentation and premium positioning
Weight Consistency Control
- - Bottles ≥150g must be controlled within ±10g
Especially important for:
- - Candle jars
- - Heavy-base bottles
Purpose: Prevent filling volume inconsistencies
New Mold Sampling
- All new molds must undergo trial production
- Verify:
- - Dimensions
- -Surface quality
- - Process compatibility

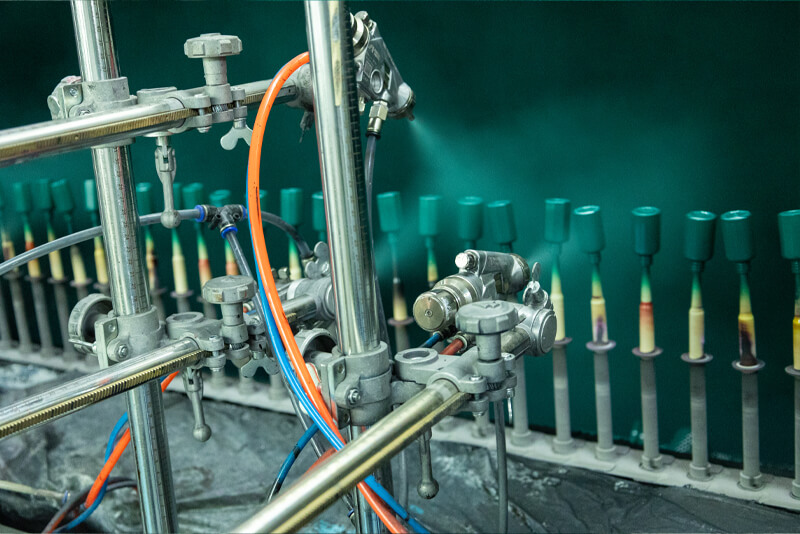
2. Spray Coating Quality Control (High-Risk Process)
Oil Contamination & Mold Debris Inspection
Check for:
- - Oil stains (from lubricants)
- - Mold debris (due to insufficient lubrication)
Causes:
- - Dirty lubricating oil
- - Contaminated application tools
- - Excessive or insufficient lubrication
Impact:
- - Poor coating adhesion
- - Visible defects (especially on light colors)
⚠️ Note: Even for dark coatings, oil contamination on the neck area still poses risk
Surface Defect Evaluation Standards
Common defects:
- - Flow marks (horizontal waves)
- - Scratches (“cat claw” vertical marks)
- - Thick or double mold seams
- - Bubbles and pinholes
Severity ranking (high → low):
Bubbles/Pinholes → Flow marks → Scratches → Mold seams → Vent marks
Acceptance criteria:
- - Solid coating → No major defects allowed
- - Translucent coating → Case-by-case evaluation
Mesh Belt Rust Inspection
Inspection method:
- - Use white paper to check base area
Acceptance rule:
- - Dark coating → may pass
- - Light coating → depends on severity and ratio
Prevention:
- - Apply white latex or lime coating on conveyor belts
Dimensional & Structural Control
- - Inner neck diameter determines fixture compatibility
Fixture types:
- - Neck masking fixtures (plug-in / threaded)
- - Non-masking fixtures
Key control points:
- - Ensure fixtures fit securely
- - Masking fixtures must fully cover threads
- - Avoid loose or tight fitting
Body structure check:
- - Full shoulder formation
- - No collapse or under-blown areas
- - Proper base formation
Hot/Cold End Coating Residue
Some bottles are treated with protective coatings:
- - Creates oily surface
- - Reduces coating adhesion
Solution: Pre-coating washing/cleaning process
Coating Process Monitoring
Before coating:
- - Adjust spray gun angle, flow rate, thickness, and color
During production:
- - Ensure dust removal
- - Inspect through observation window
Inspection standard:
- - Every 20 minutes per cycle
- - Continuous monitoring for 3 cycles
Important:
- - Coordinate temperature settings if further processes (printing, hot stamping) are required
- - Test adhesion, color consistency, and uniformity immediately after coating
3. Screen Printing Quality Control
Pre-Printing Inspection
- - Surface must be smooth and free of particles
- - No deformation or foreign matter
Mold Seam Requirements
- - Seam must be smooth and aligned
- - For full-wrap printing → seam must not interfere
Printing Position Standards
- - Main logo should avoid mold seams
- - Printing over seams is not recommended unless unavoidable
Color & Artwork Consistency
- - Match approved samples exactly
- - Maintain batch consistency
Film (Stencil) Inspection
- - Check for missing or distorted artwork
- - Verify exposure quality before printing
High-Temperature Printing Risks
- - Color deviation
- - Bottle breakage due to heat accumulation
⚠️ Higher risk for:
- - Large-capacity bottles
- - Wide-mouth containers

4. Decal Application Quality Control
Pre-Application Check
- - Confirm artwork position
- - Verify completeness of design
- - Ensure consistency with approved artwork
Common Defects
- - Misalignment (uneven height)
- - Wrinkles or air bubbles
- - Application over mold seams
- - Uneven smoothing during manual operation
High-Temperature Risks
- - Decal cracking after firing
Final inspection must focus on this issue
Conclusion: Process Control Determines Final Quality
In OEM glass packaging production, especially for high-end cosmetic and fragrance brands, the final quality is largely determined by process control during coating, printing, and decoration stages.
A well-structured quality control system ensures:
- Stable product quality
- High-end visual consistency
- Reliable bulk production capability
This is a key differentiator for professional glass packaging manufacturers serving global B2B clients.
Post time: Apr-16-2026